1.减压阀工作原理
减压阀是通过敏感元件(膜片、弹簧等)来改变阀瓣的位置,从而改变阀瓣和阀座的缝隙来实现减压的。
2.减压阀用途
减压阀可用来调节介质的压力。
3.高压旁路减压阀结构特点及检修工艺
(1)高压旁路阀构造。
如图3—2所示,高压旁路阀主要由阀体、阀杆、密封盘、开口止动环、轭架、盘根压盖、传动架、气控器等组成。
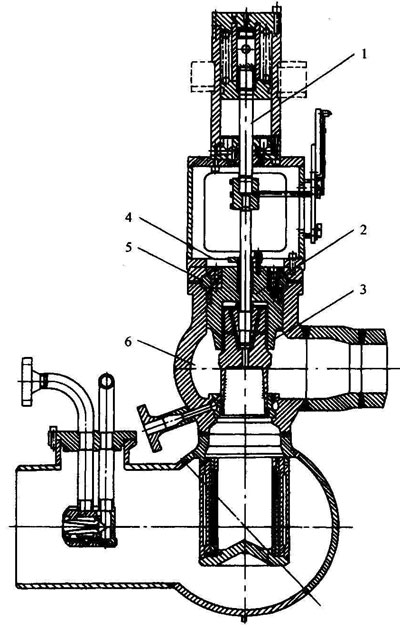
图3-2 高压旁路减压阀
1-阀杠;2-密封盘;3-阀瓣;4-盘根压盖;5-开口止动环;6-阀体
(2)减压阀检修工艺
1)解体。主要包括:
①办理好工作票,确认主蒸汽及给水系统,已无汽水压力到零,气控器解列;
②用导链固定气控器,拆去它与连动臂杆的连接销;
③分割水室与人口喷水管,固定喷水减温管道;
④拆卸执行机构连动臂杆螺柱及定位销,做好记录;
⑤拆卸去手动机构;
⑥拆卸喷水侧盘根压盖,退出格兰压环,将水室与轭架连接螺栓拆下,把喷水室吊下来;
⑦拆卸时阀体与轭架连接环箍吊下轭架;
⑧依次卸下水室盘根压盖,旋退出两托架块;
⑨拆卸下蒸汽侧盘根压盖、绞链座和开口环;
⑩用顶丝利用压板上的螺孔,把密封盘向下顶松后,卸去压板、顶丝,取出开口止动环和密封圈;
(11)退出密封盘,抽出阀杆,将阀口封好。
2)检修。主要包括:
①清扫检查阀头与阀座密封面是否有沟痕、冲蚀、麻坑、擦伤等缺陷,如有应研磨处理,阀头与阀座做结合试验应圆周接触,阀线清晰可见,阀头与阀座着色探伤合格。
②检查阀杆、螺纹部分是否有损伤,并与托架块配合良好,检查阀杆与填料接触部位是否有腐蚀、划痕等缺陷,测量阀杆弯曲,弯曲度应在0.1mm之内;测量阀杆与蒸汽、给水室盘根压盖间隙,应在0.2~0.3mm之间;测量阀杆与铜密封套之间的间隙,应在0.2~0.25mm之间。
③检查清扫密封盘,应光滑、平整、无损伤,与阀体配合无卡涩,测量检查密封圈,应无变形、腐蚀等缺陷,与密封盘配合间隙在0.2mm之内。
④检查手动机构内的轴承情况,加润滑脂,手动操作灵活。
⑤清扫开口止动环、盘根压盖、各部螺栓和环箍。
⑥修磨好水室喷水管两管口坡口,坡口形式为V型。
3)组装。主要包括:
①把密封盘套在阀杆上,轻轻平稳的放置阀体内,填加盘根,依次装入密封圈,开口止动环,注意开口止动环固定好,以免影响密封盘动作;
②把压板套装入阀体,将密封盘拉出到开口止动环中间位置;
③填加蒸汽侧盘根,依次安上铰链座,盘根压盖,旋入托架块,将喷水室侧阀杆盘根压盖,盘根套好;
④安装轭架,用环箍固定牢固;
⑤按标记加好垫片,装好喷水室,旋紧紧固螺栓;
⑥将喷水室与喷水管对焊好,要求氩弧打底焊接,超声波探伤检验合格;
⑦将蒸汽、减温水侧盘根加好,装上手动机构,连动臂杆,把定位销穿好,关闭阀门后,把盘根压盖紧固好;
⑧恢复气控器,装上它与臂杆的销子;
⑨组装后,汽动开关无卡涩现象,热态时,热紧一次盘根压兰螺栓。